A short guide on PE films in flexible packaging and their food-safe applications.
Snack Packaging in 2025: Merging Eco Values with Visual Innovation
Why Aluminum-Plastic Composite Films Are Ideal for High-Barrier Packaging
In today’s competitive packaging landscape, product freshness and shelf life are paramount. Aluminum-plastic composite films are a premium solution that offers unmatched barrier properties, making them a preferred material for protecting sensitive contents. This article explores why these films are increasingly adopted in industries like food, pharmaceuticals, and cosmetics.
The core advantage of aluminum-plastic composite films is their high barrier performance:
Blocks light, oxygen, and moisture
Extends product shelf life significantly
Minimizes contamination and spoilage
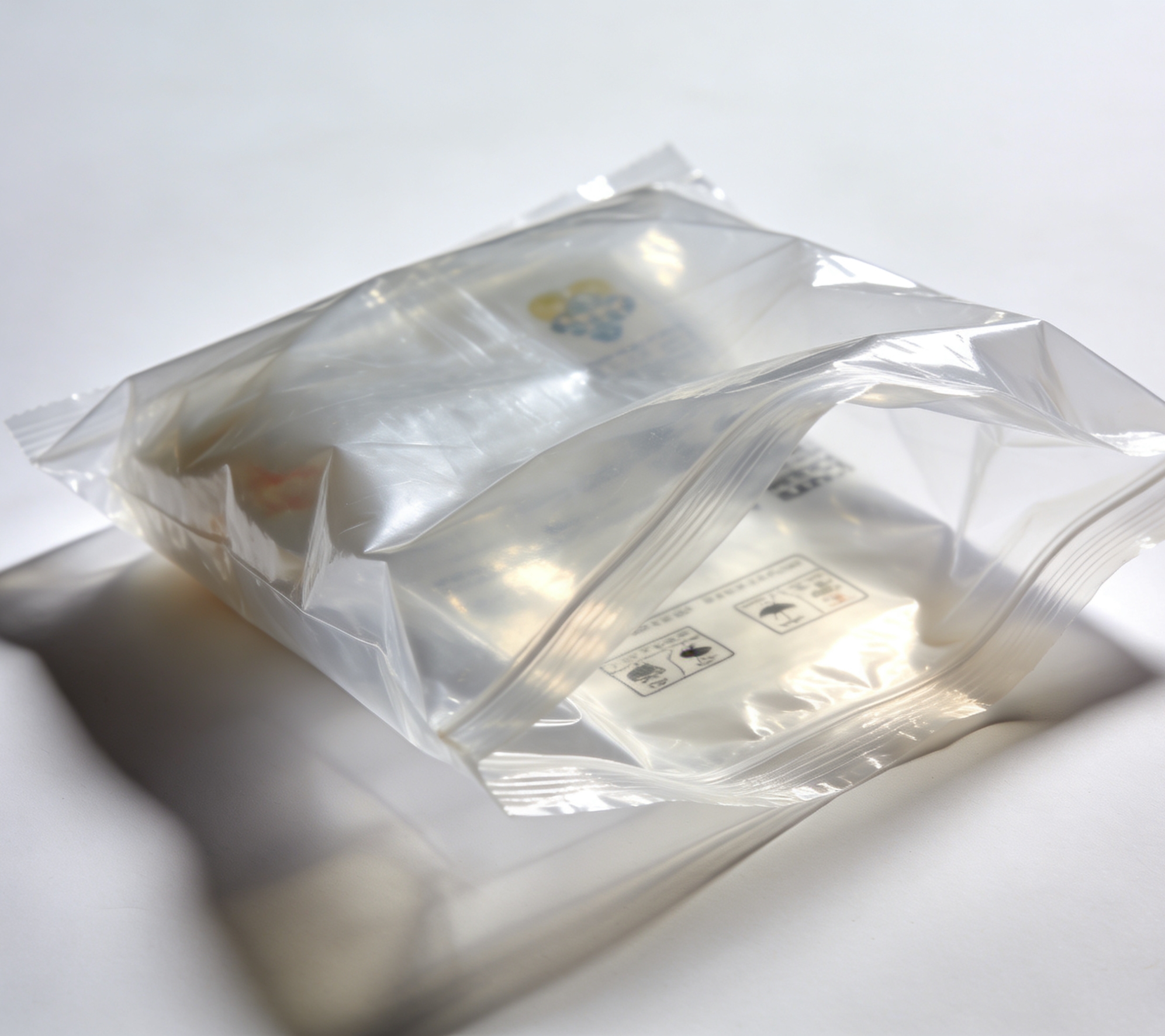
These films often combine PET, aluminum foil, and food grade PE layers, forming a structure that withstands environmental challenges.
Products such as:
Ground coffee
Nutritional supplements
Vacuum-sealed snacks
...demand protection from oxidation. Aluminum-plastic films are engineered to maintain internal conditions, ideal for such applications.
3. Compatible with Custom Gravure Printing
Despite being opaque, these laminates support custom gravure printing for detailed branding:
4. Eco-Conscious Adaptations Emerging
Modern variations now include recyclable or biodegradable layers, balancing performance with sustainability.
5. Comparison with PE and BOPP
Unlike PE or BOPP, aluminum composites do not allow visibility but excel in protective functions, making them a choice for premium or sensitive goods.
READ MORE:





Final3D.png)
